
Így szerelik össze egy Volvo teherautó fülkéjét

A fülke-összeszerelő sor végén nagy fényerejű lámpák világítják meg az összeszerelt fülkét a fényezés és az illesztések ellenőrzésére.
Körülbelül 900 alkatrészből áll össze egy Volvo teherautó fülkéje – mindössze hat óra alatt Göteborg város Tuve városrészében, a Volvo Trucks összeszerelő üzemében.

Rendkívül jól szervezett folyamat a titka mindennek, amelyben minden egyes részlet és művelet a maximális sebességet, precizitást és hatékonyságot szolgálja. „Fontos, hogy minden együttműködjön” – mondja Paulina Lundgren, a fülkefelszereltség gyártástervezési csapatvezetője. „Mindennek simán kell működnie: a műszaki megoldásoknak, a gyártástervezésnek, az anyagszállításnak és az operátorok munkamódszerének. Mindennek tökéletesnek kell lennie.”
Fülke-összeszerelés – Tuve
3500 cikkszám a fülkeszerelésen.
240 operátor dolgozik a fülkeszerelő területen a gyártásban.
56 munkaállomás a fülkék összeszerelő során.
5,5 perc átlagos ciklusidő az egyes munkaállomásokon.
6 óra alatt ér végig egy fülke a teljes összeszerelő soron.
120 fülke készül jelenleg a tuvei gyárban naponta.
Az összeszerelés a fülke vázával kezdődik, amelyet a Volvo Trucks fülkegyára épített és fényezett le Svédország északi részén, majd Umeå városából vonaton utazott a Tuve gyárba Göteborgba. A munkatársak előkészítik a fülkét a fő összeszerelő sorra a műszerfal tartókonzoljának és az elülső fedélnek az eltávolításával. Ezután a fülke bekerül a fő összeszerelő sorra, ahol egy méter/perc sebességgel mozog majd.

A fülke összesen 56 különböző munkaállomáson halad át. A munkatársaknak átlagosan 5,5 perc áll rendelkezésükre ahhoz, hogy elvégezzék feladataikat mielőtt a fülke továbbhaladna a következő állomásra. Mindegyik állomást gondosan úgy terveztük, hogy a legnagyobb hatékonyságot és sebességet biztosítsa, az összes eszköz és alkatrész a lehető legközelebb, a legkényelmesebb módon álljon kézre. A biztonság és az ergonómia szintén alapvető fontosságú, a munkatársak számára sok emelési segédet és segítséget nyújtunk. „Az összes munkaállomást úgy építettük ki, hogy bárki dolgozhasson ott” – mondja Paulina Lundgren.

Az összeszerelő sor egy halcsontvázhoz hasonló felépítésű: a fő sor középen található, oldalról pedig a nagyobb modulokat építő kisebb előszerelő sorok csatlakoznak. A műszerfal esetében még az előszerelő sort is további előszerelő sorok szolgálják ki: az egyes alkatrészeket összeszerelik kisebb modulokká, amelyekből aztán megépítik a teljes műszerfalat, amelyet a fő soron egyben építenek be egy fülkébe.
Átlagosan 750–900 alkatrészből áll egy fülke. Összesen körülbelül 3500 különböző cikkszám létezik és számtalan az eltérő specifikáció, így tulajdonképpen szinte minden fülke egyedi. A folyamat rendkívül összetett, úgy terveztük, hogy minimalizálja az emberi hiba kockázatát. Például annak biztosítására, hogy az alkatrész-összekészítők a megfelelő alkatrészeket gyűjtsék össze az egyes fülkékhez, egy lámparendszer jelzi, hogy a következő fülkéhez melyik alkatrészek szükségesek. Amint mindent szükségeset összekészített és azokat a fő gyártósorra elszállították, a munkatárs egyszerűen megnyom egy gombot a következő fénysor aktiválásához.

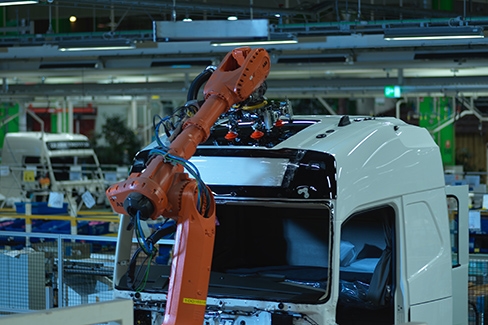
Az alkatrészek és komponensek döntő többségét kézzel építik be. Azonban két robotot használnak a szélvédők, az oldalablakok és a Volvo FH fülkék esetében a tetőablakok beszerelésére. Mindegyik tapadókorongok segítségével emeli meg az üvegeket és óvatosan forgatja azok élét egy ragasztóadagoló alatt. A fülke körüli érzékelők biztosítják, hogy az a robotkarok számára megfelelő helyzetben legyen. A programozásának köszönhetően minden robot tudja, melyik fülketípus található éppen a soron, s a kalibrációnak köszönhetően az üvegeket 0,1 milliméteres pontossággal helyezik fel.

Az utolsó állomásokon a munkatársak az összes kezelőszervet ellenőrzik. Nagy fényerejű lámpák világítják meg a fülkét a fényezés és az illesztések ellenőrzésére. Ezután átszállítják az alvázsorra, ahol összeházasítják az alvázzal és a hajtáslánccal.
(Ezt a cikket 338 alkalommal tekintették meg.)




